Een “nieuwe” spiegeltest.
Door Johan Heirman
mmv Wim Heirman en Jerome De Block
© Johan Heirman 2019
Niet commercieel gebruik toegestaan mits bronvermelding. Alle tekst, foto’s, tekeningen en schema’s door Johan Heirman tenzij anders vermeld.
Reacties, vragen, opmerkingen steeds welkom via E-mail: johan@heirman.net
Deze site is in ontwikkeling en zeker niet volledig.
Doel
Ontwikkeling van een objectieve en kwantitatieve telescoop spiegeltest, betaalbaar voor de amateur-spiegelslijper, haalbaar voor de handige DIY.
Inleiding
Waarom nog een nieuwe test? Er zijn er al zoveel. Een korte blik in de literatuur levert er al snel tientallen op, meestal in de professionele sfeer, een aantal ook in gebruik bij amateur-telescoopbouwers. Een reden waarom er zoveel zijn is dat er aan elke test gewoonlijk wel één of meer nadelen kleven.
Een door amateurs veel gebruikte test is de Foucault mes-test (1859). Deze populaire test is echter sterk persoonsafhankelijk. Uitgebreide vergelijkende tests tussen een aantal gebruikers in België en Nederland hebben aangetoond dat deze test eigenlijk onvoldoende reproduceerbaar is (zie de artikels van Jan Van Gastel).
Een beter alternatief is de Bath-interferometer. Met behulp van een laser wordt een interferentiepatroon van het totale spiegeloppervlak gemaakt, waarna software hierop meetpunten selecteert en de spiegelafwijkingen berekent. Luchtwervelingen kunnen storend zijn, maar worden uitgemiddeld door 10 of 20 foto’s te nemen en de software het gemiddelde te laten nemen. Om astigmatisme te kunnen dedecteren moet de spiegel een aantal malen geroteerd worden. Er lopen vergelijkende testen tussen een aantal deelnemers om de reproduceerbaarheid van de test na te gaan. De eerste resultaten geven aan dat deze ligt binnen 1/20 lambda P-V aan het golffront. Eerder is al aangetoond dat de Bath interferometer resultaten geeft die gelijkwaardig zijn aan resultaten van professionele interferometers, zoals de zygo.
De Scanning Mirror Test (SMT)
In de jaren ’60 en ’70 van vorige eeuw werd de “Scanning Pentaprism Test” vermeld (zie o.a. Favre 1970). James Burge gebruikte deze methode in 1993 met de toenmalig beschikbare computerhulp om een grote professionele spiegel met een diameter van 1.8 m te testen.
De hier voorgestelde Scanning Mirror test gebruikt hetzelfde meetprincipe, maar met een aantal aanpassingen zodat een compacte bouw mogelijk wordt en op kleine spiegels kan toegepast worden. Verder heeft deze SMT t.o.v. Foucault en Bath een aantal voordelen. Waar bij deze laatste twee de lichtbron vertrekt uit het kromtestraalmiddelpunt, komt bij de SMT de lichtbron uit oneindig (alle stralen evenwijdig aan elkaar), zonder dat dit aanleiding geeft tot een grote bouwlengte.
Verder levert de scanning veel meetpunten op over gans de spiegel (typisch 8000 punten). Eens de opstelling is uitgelijnd verloopt het meten en de resultatenverwerking volledig automatisch, de resultaten zijn dus persoonsonafhankelijk.
Principe
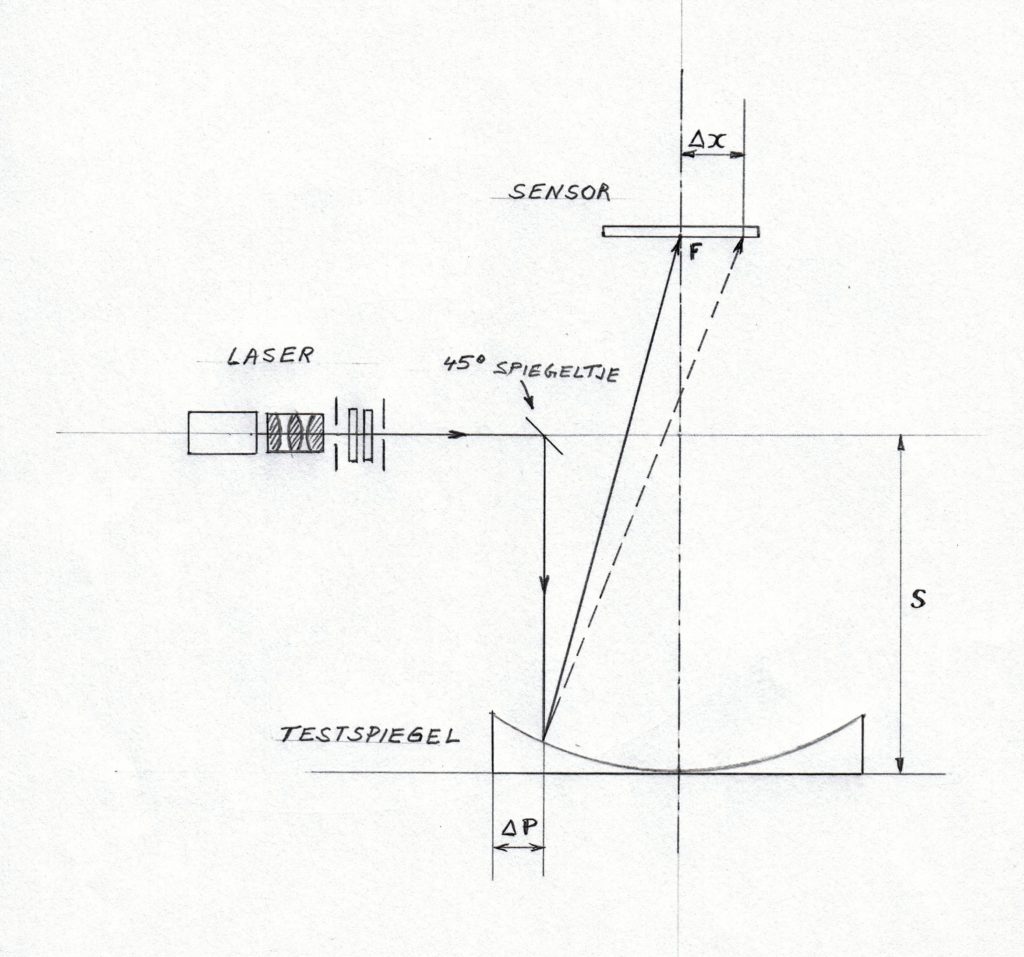
Een laserstraal wordt evenwijdig met de optische as gericht op de te testen spiegel. De spiegel moet niet gecoat zijn maar wel gepollijst zodat hij de laserspot reflecteert.
Als het spiegeloppervlak een perfecte parabool is zal de reflectie door het brandpunt F op de optische as gaan. In dit brandpunt wordt de sensor van een camera geplaatst. De laserstraal wordt langzaam verplaatst volgens een lijn loodrecht op de optische as op een afstand S van de testspiegel. Op deze wijze wordt een diagonaal van de spiegel gescand. Voor elke positie P van de laserstraal wordt de plaats van de reflectie op de sensor gemeten.
Als het spiegeloppervlak afwijkt van de ideale parabool zal de reflectie de sensor raken op een afstand Δx van het brandpunt. Tijdens het scannen worden dus gelijktijdig twee zaken gemeten: de positie van de laserspot op de spiegeldiagonaal en de positie van de reflectie op de sensor.
Praktische uitwerking
Naarmate de laserstraal dichter tegen de optische as komt, zal de hoek tussen invallende en reflecterende straal steeds kleiner worden. Op een bepaald moment zal de gereflecteerde straal tegengehouden worden door de laseropstelling.
Bij de Scanning Pentaprism Test wordt dit opgevangen door de laserstraal met een pentaprisma een hoek van 90 graden te laten maken. De obstructie wordt dan weliswaar kleiner, maar nog niet verwaarloosbaar. Als de test gebruikt wordt voor grote spiegels, en het prisma ver van de testspiegel geplaatst wordt is de obstructie procentueel gezien minder belangrijk.
Bij de SMT is gekozen voor een klein spiegeltje, waardoor de opbouw compakt kan blijven en ook voor kleinere spiegeldiameters de obstructie aanvaardbaar blijft. De laseropstelling komt samen met het spiegeltje op een wagen die voor de spiegel beweegt.
De “blinde vlek” (BV)
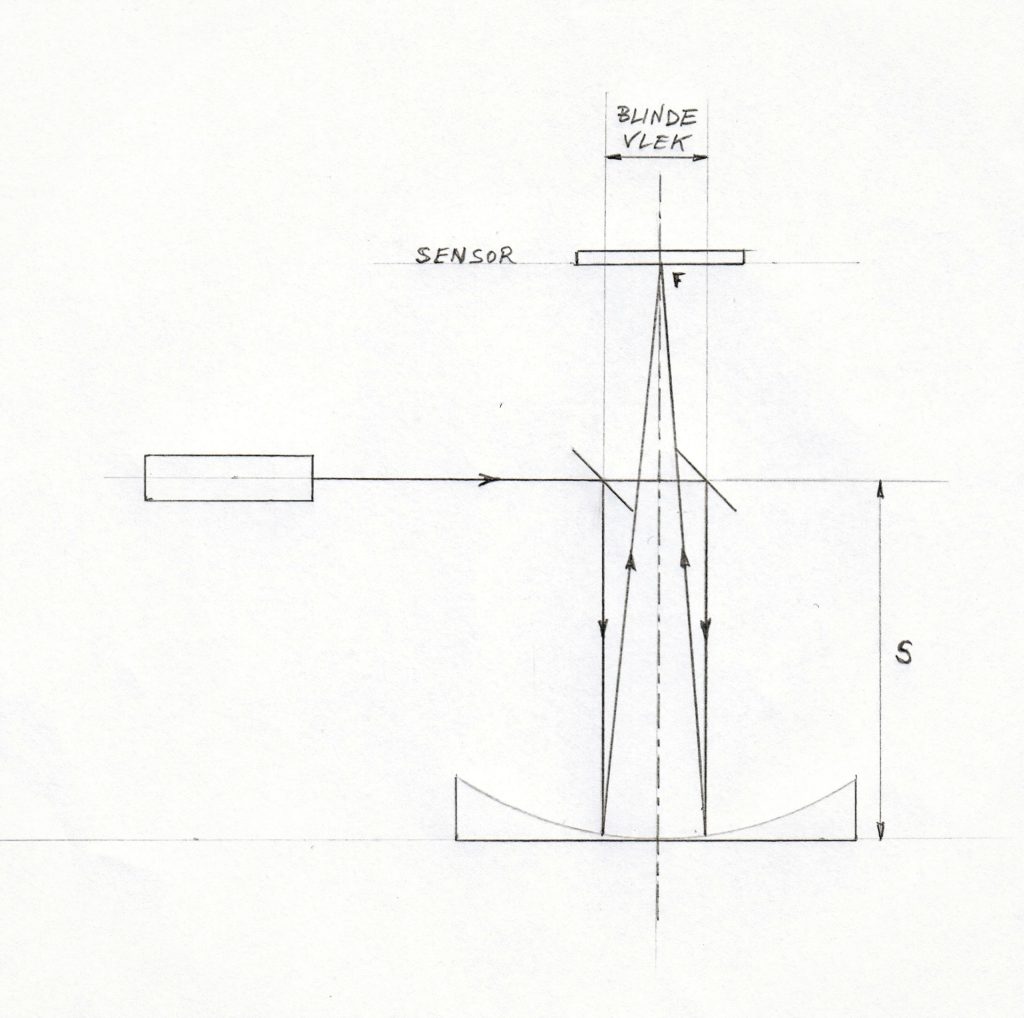
De opstelling heeft als nadeel dat een zekere zone in het centrum van de spiegel niet bereikbaar is voor metingen. Via een goede keuze van de ontwerpparameters kan deze “blinde vlek” zo klein mogelijk gehouden worden.
Meer details over de blinde vlek kan u hier vinden.
We zullen verder nog zien dat de blinde vlek niet enkel nadelig is maar ook kan gebruikt worden om de testspiegel te helpen uitlijnen.
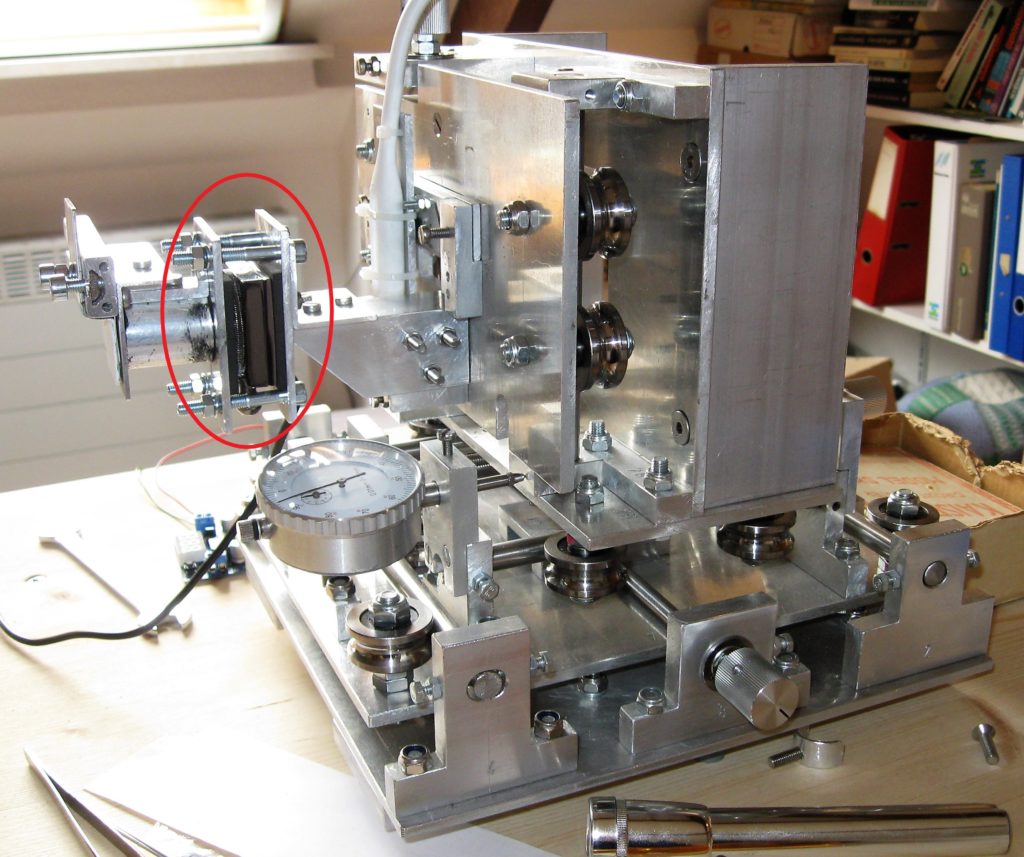
Constructie
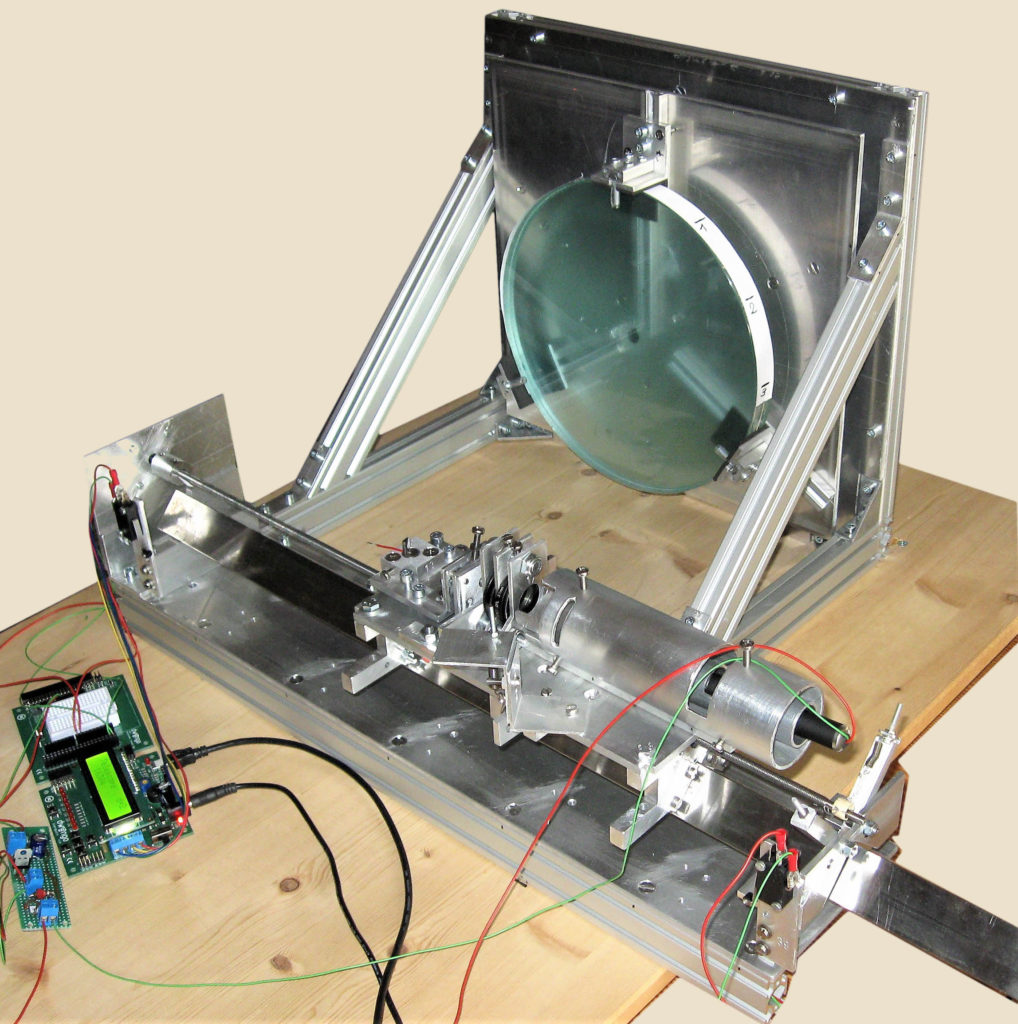
De basisconstructie bestaat uit drie delen:
– de spiegelcel;
– de laserwagen,
– en de glijstaaf
De spiegelcel kan testspiegels met een maximale diameter van 250mm dragen. De spiegel steunt op een beweegbare plaat die met trek- en drukbouten zeer nauwkeurig gericht kan worden.
De laserwagen beweegt over een vierkante metalen staaf die nauwkeurig vlak, recht, haaks en evenwijdig is geslepen. Er is gekozen voor een glijsysteem omdat dit nauwkeuriger is dan rollagers. Met aluminiumprofielen is een stijf kader gemaakt dat de spiegelcel en de glijstaaf ondersteunt. De laserwagen wordt voortbewogen met een draadstang die aangedreven wordt door een stappenmotor.
Sturing
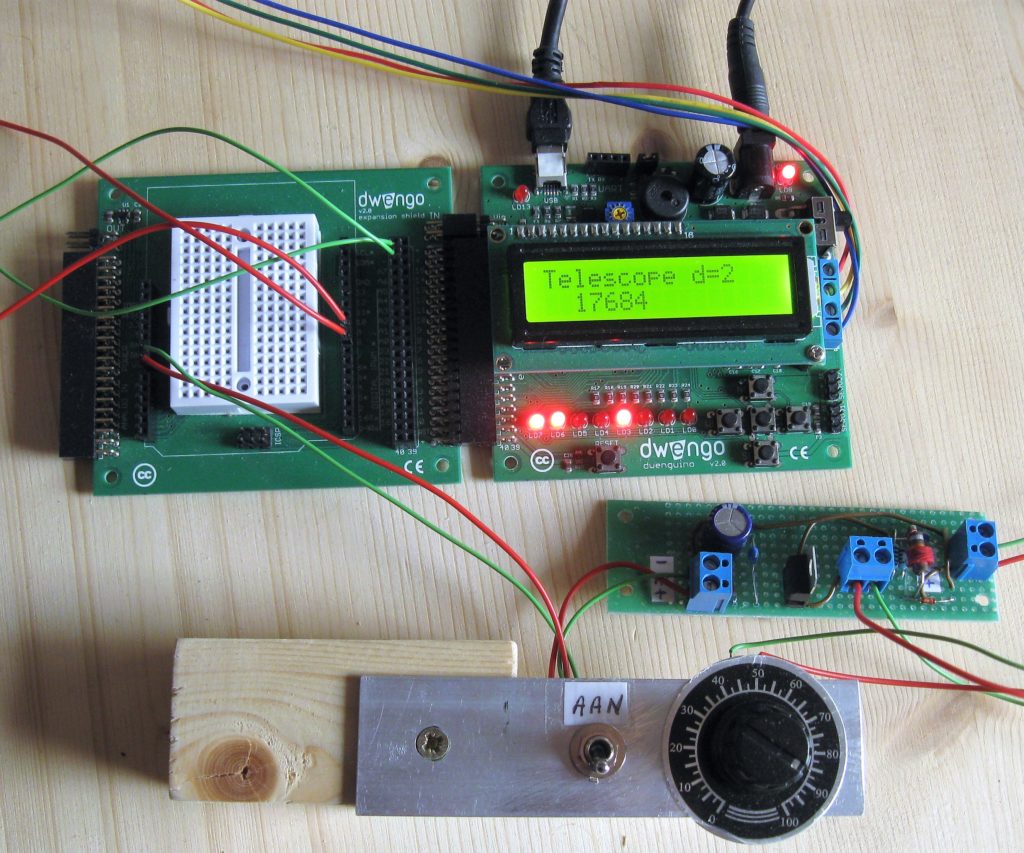
De sturing verloopt via een Dwengo-bordje dat de stappenmotor voedt en registreert hoeveel stappen zijn afgelegd t.o.v. een absolute tijdlijn. De stappen zijn gekalibreerd in afstand. Zo is de positie van de laserkar gekend in de tijd. De laser heeft een afzonderlijk printje voor de stroomstabilisatie. De stroom door de laser is instelbaar met een potentiometer.
Voor info over Dwengo kijk hier.
Sensor
Als sensor is een webcam gebruikt die (zonder frontlens) op een 3-D tafel gemonteerd is. Hiermee is de positie van de sensor t.o.v. de laserreflectie volgens drie assen tot op 0.01mm regelbaar.
Ten behoeve van bepaling van de brandpuntsafstand van de testspiegel kan de afstandsverandering tussen testspiegel en sensor gemeten worden met een micrometer.
Laserspot op pc
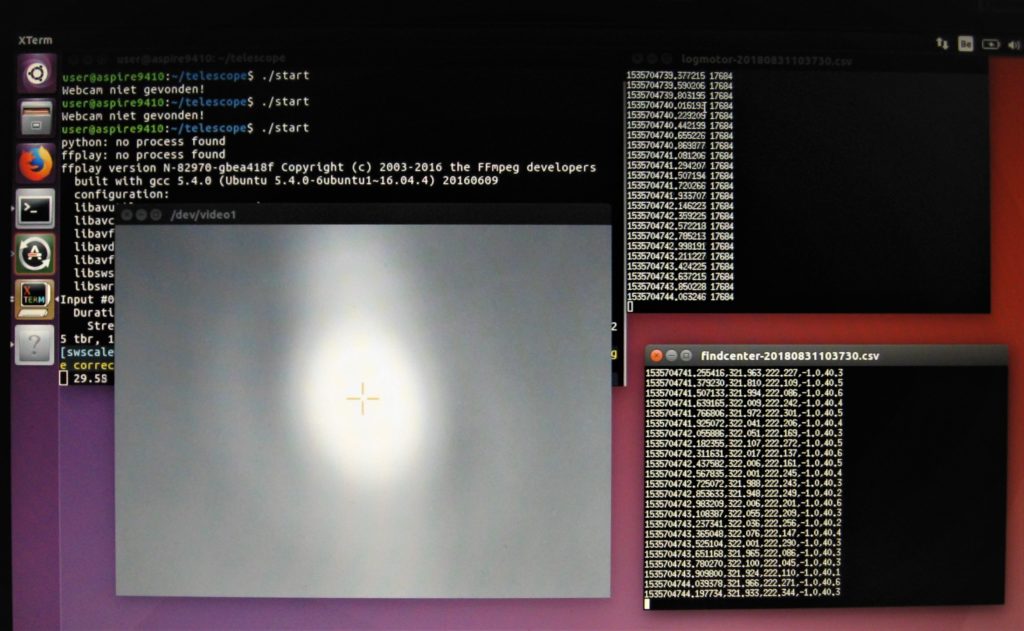
De webcam is aangesloten op een pc waarop een verwerkingscode staat. De webcam stuurt continu beelden naar de pc. De code bepaalt voor elk beeld het middelpunt van de laserspot en registreert hoeveel dat middelpunt afwijkt van het centrum van de sensor.
Deze afwijkingen worden gekoppeld aan een absolute tijdlijn. Naast het scherm met de spot zijn nog twee controleschermen zichtbaar met de ruwe meetgegevens enerzijds voor het tellen van de stappen van de motor en anderzijds positiemetingen van de laserspot. Dank zij de koppeling van de tijdlijn van de laserpositie op de diagonaal van de testspiegel met de tijdlijn van de spotafwijkingen op de sensor kan de software een gecombineerde file afleveren van de spotafwijkingen i.f.v. de laserpositie.
Meting van het totale spiegeloppervlak
Door de spiegel te roteren kan men verschillende diagnalen meten. Hoe kleiner de hoekverdraaiingen hoe dichter de diagonalen bij elkaar liggen en hoe meer metingen over het spiegeloppervlak beschikbaar komen.
Op de spiegelrand wordt een referentiepunt gekozen. Hieraan wordt het beeld van een klok gekoppeld. Elke diagonaal kan dus aangeduid worden met een bepaald uur, bvb 1h, 1h30 enz, afhankelijk voor welke hoekverdraaiing men kiest tussen twee metingen. Als we kijken van de sensor naar de spiegelcel loopt de laser horizontaal van rechts naar links over de testspiegel. Het “uur” waar de laser over begint te lopen is de aanduiding voor de gescande diagonaal. Dat kan bvb de diagonaal zijn die loopt van 1h naar 7h. Dat noemen we de diagonaal van 1h.
Omzetting spotafwijking in grafiek
Na uitlijning van de totale opstelling staat de sensor met zijn middelpunt O op de optische as van de testspiegel. Dit punt wordt gedefinieerd als nul. Posities rechts hiervan (gezien vanuit de testspiegel naar de sensor) worden positief gerekend, links daarvan negatief.
Als de spiegel een perfecte parabool is, en de sensor in het brandpunt van de spiegel staat, zal de laserreflectie samenvallen met punt O. Tijdens de volledige scan van de diagonaal over de testspiegel is er geen enkele afwijking van het punt O. Als we een grafiek tekenen van de afwijking x i.f.v. de positie P van de laser zal het resultaat een rechte zijn die samenvalt met de absis.
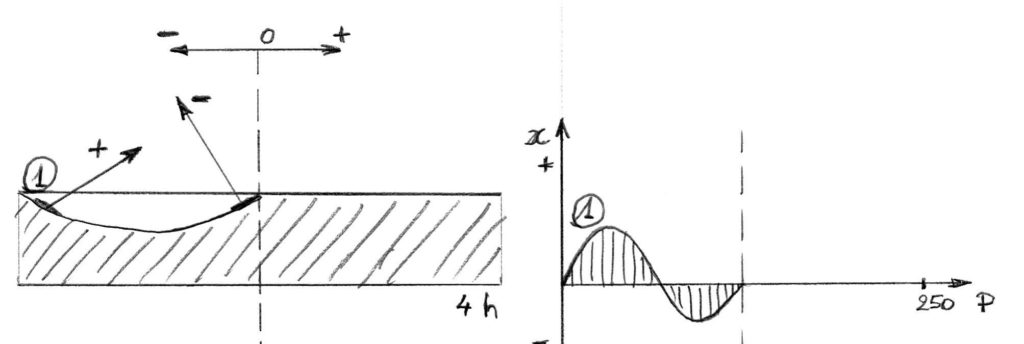
Stel dat in de testspiegel een verdieping in het oppervlak zit, afwijkend van een parabool. De laser beweegt in deze figuur over het oppervlak van links naar rechts. Op positie 1 zal de laserreflectie een afwijking naar rechts vertonen. In de grafiek komt dit overeen met een positieve afwijking.
Afhankelijk van de plaatselijke helling van de verdieping op de spiegel zal de afwijking meer of minder positief zijn. Als de laser het diepste punt passeert zal de afwijking naderen tot nul en overgaan in een negatieve afwijking. Op het einde van de verdieping is de afwijking terug nul.
In principe kan zowel een horizontale (x) als een vertikale (y) afwijking van de spot t.o.v. het middelpunt van de sensor gemeten worden. In de praktijk werken we alleen met x, omdat uit de praktijk gebleken is dat de afwijking y veel gevoeliger is aan transportfouten en externe trillingen dan x.
Volgende grafiek toont een voorbeeld van één scan over een diagonaal:
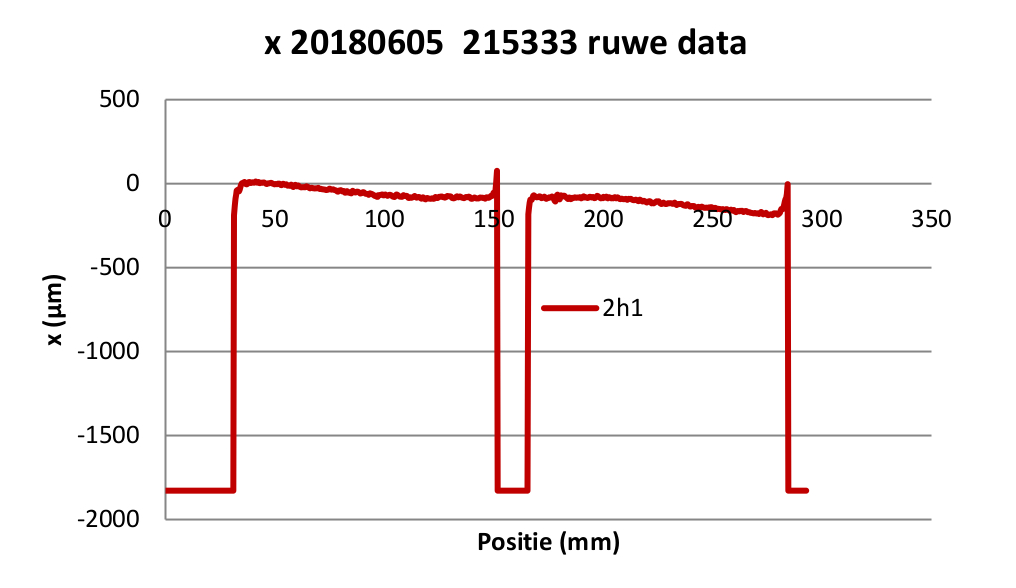
In absis staat de positie van de laser t.o.v. de spiegeldiameter in mm, in ordinaat de horizontale afwijking x van het middelpunt van de gereflecteerde laserspot van het brandpunt in micrometer.
Bij aanvang van de meting valt de laserspot nog buiten de spiegel. De webcam stuurt al wel beelden naar de pc maar er is nog geen reflectie zichtbaar. De waarde van de linkerrand van de sensor wordt doorgestuurd (ongeveer 1800µm of 1.8mm verwijderd van het centrum). Vóór de aanvang van de meting is met de 3-D tafel de plaats van de sensor zodanig geregeld dat de laserreflectie in het midden van de sensor valt.
Op het moment dat de laser zover gereden is dat de rand van de testspiegel wordt geraakt stijgt x in de grafiek dus naar nul (geen afwijking van het centrum). Van dan af worden de variaries van het spiegeloppervlak gevolgd.
Rond positie 150 is er een onderbreking in de metingen omdat het 45 graden spiegeltje in de weg staat van de reflectie (de “blinde vlek”). Dan volgt het tweede deel van de spiegel, tot de laser terug voorbij de rand komt.
De nauwelijks zichtbare rimpeling in de curve zijn de afwijkingen van het spiegeloppervlak die we zoeken. De flauw zichtbare S-vorm in de totale curve is het gevolg van transportfouten: de laserkar schuift niet perfect horizontaal over de glijstaaf, er zitten nog fouten in het oppervlak.
De langzaam aflopende helling van de totale curve heeft te maken met de afstand tussen spiegel en sensor.
Hier kan je zien hoe we via die helling zeer nauwkeurig de brandpuntsafstand van de testspiegel kunnen bepalen.
Dataverwerking
Het is duidelijk dat er nog moet gewerkt worden aan de ruwe data om de nuttige informatie zichtbaar te maken.
Hoe dat gebeurt kan je hier in detail zien.
Het eindresultaat na verwerking is een “polar view”:
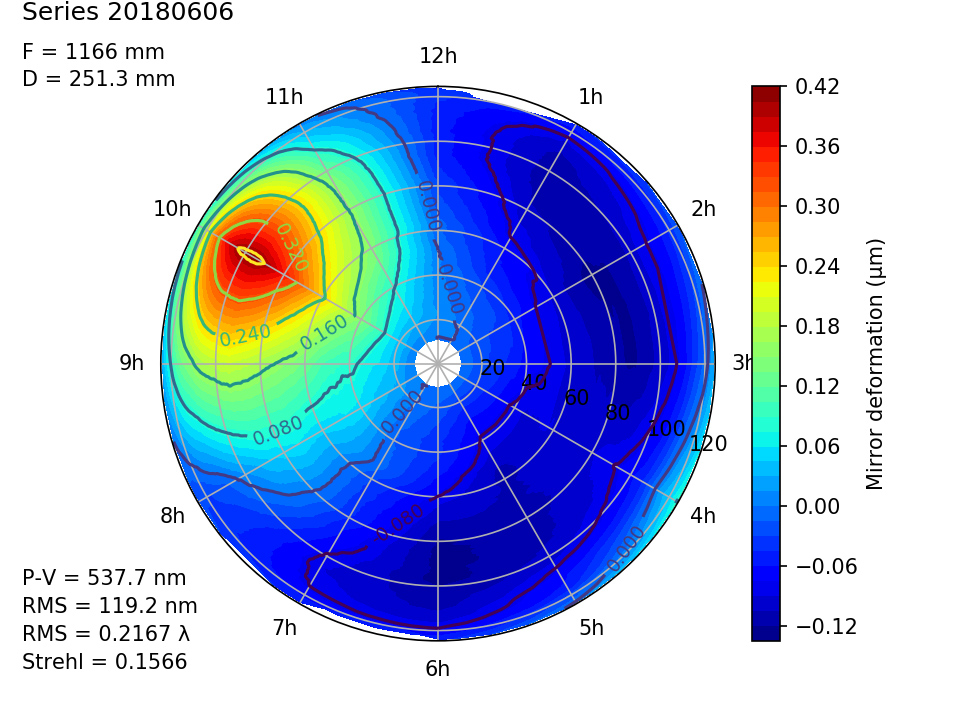
We zien van bovenaf op het spiegeloppervlak. De metingen van 12 diagonalen zijn uitgezet over het oppervlak. In het midden zijn geen metingen door de blinde vlek. Blauwe gebieden liggen onder de ideale spiegel, groen en rood er boven. F is de gemeten brandpuntsafstand, D is (in dit geval) de diameter van de testspiegel. Er zijn ook enkele kengetallen berekend: Peak-to-valley, RMS en Strehl.